
2025 - Preparing to Grind Bevels w/ CNC
Posted by Maker Gillian on Jan 20th 2025
January of 2025
January of 2025 was a winter of deep snows, ice storms, power loss, and frigid temperatures. I spent most of the month inside my small warm shop watching the beautiful snow fall outside while, making preparations to grind bevels using the CNC milling machine.
It will a very busy and productive month of building grinding fixtures, making clamps, heat treating blade blanks, buying, and modifying tools in preparation to grind the bevels for the next blade design inside of the milling machine. It was six years ago (2017), that I created the video (Machining Bevels) showcasing how I machined bevels and then stoned the stepovers out using an EDM stone, a very labor-intensive process that takes several hours for each side of every blade. This new process should eliminate 90% of the work needed to use EDM stones after coming out of the milling machine. Eventually, I hope to find enough free time to create a YouTube video of the new process. I still enjoy grinding blades on the 2 x 72, but this new process should be much more precise and hopefully more efficient.
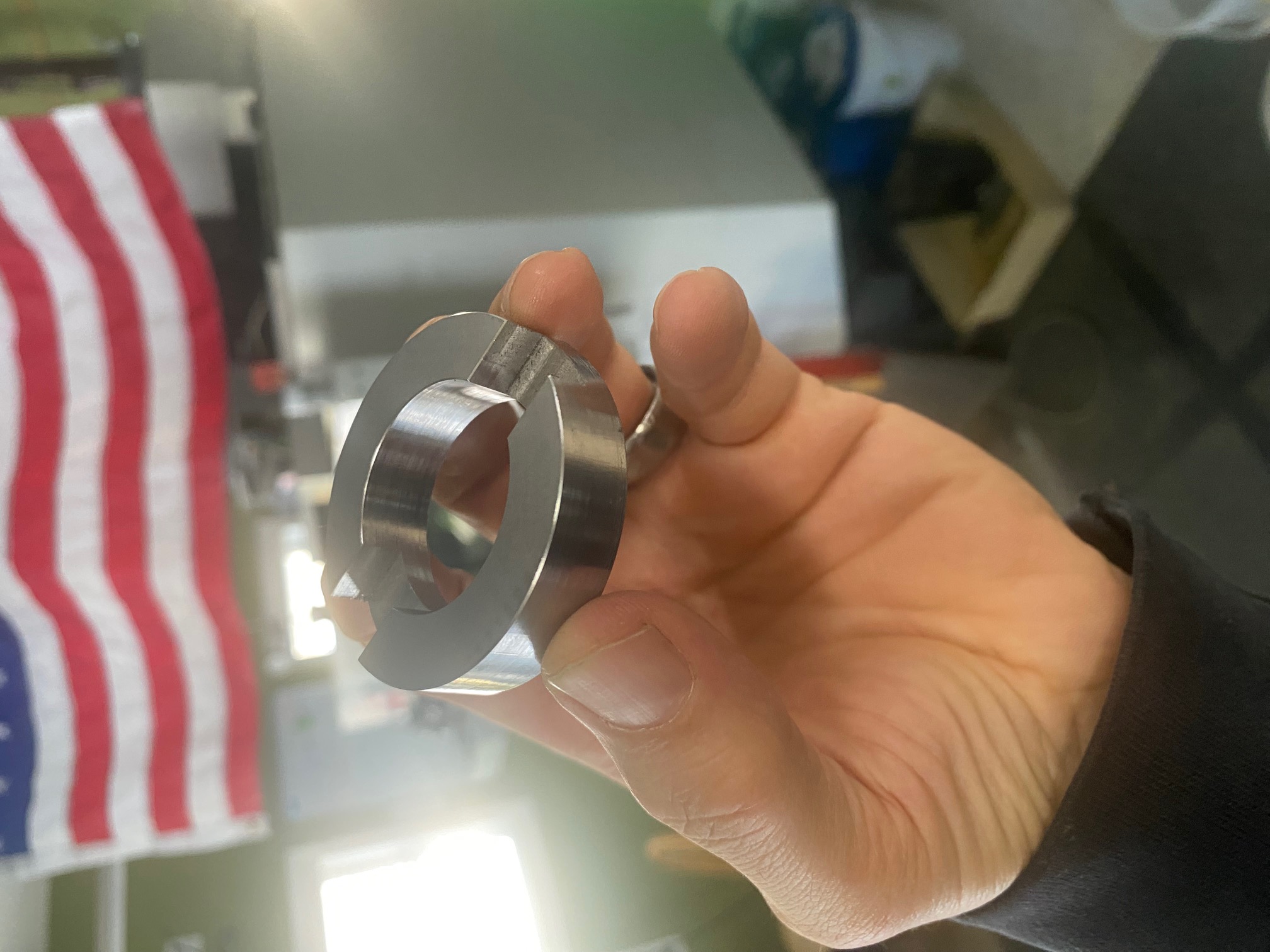 An arbor spacer adapter that was made in house to attach a CBN Diamond Grinding Wheel to the Arbor.
An arbor spacer adapter that was made in house to attach a CBN Diamond Grinding Wheel to the Arbor.
The Diamond Coated Grinding Wheel with the arbor spacer
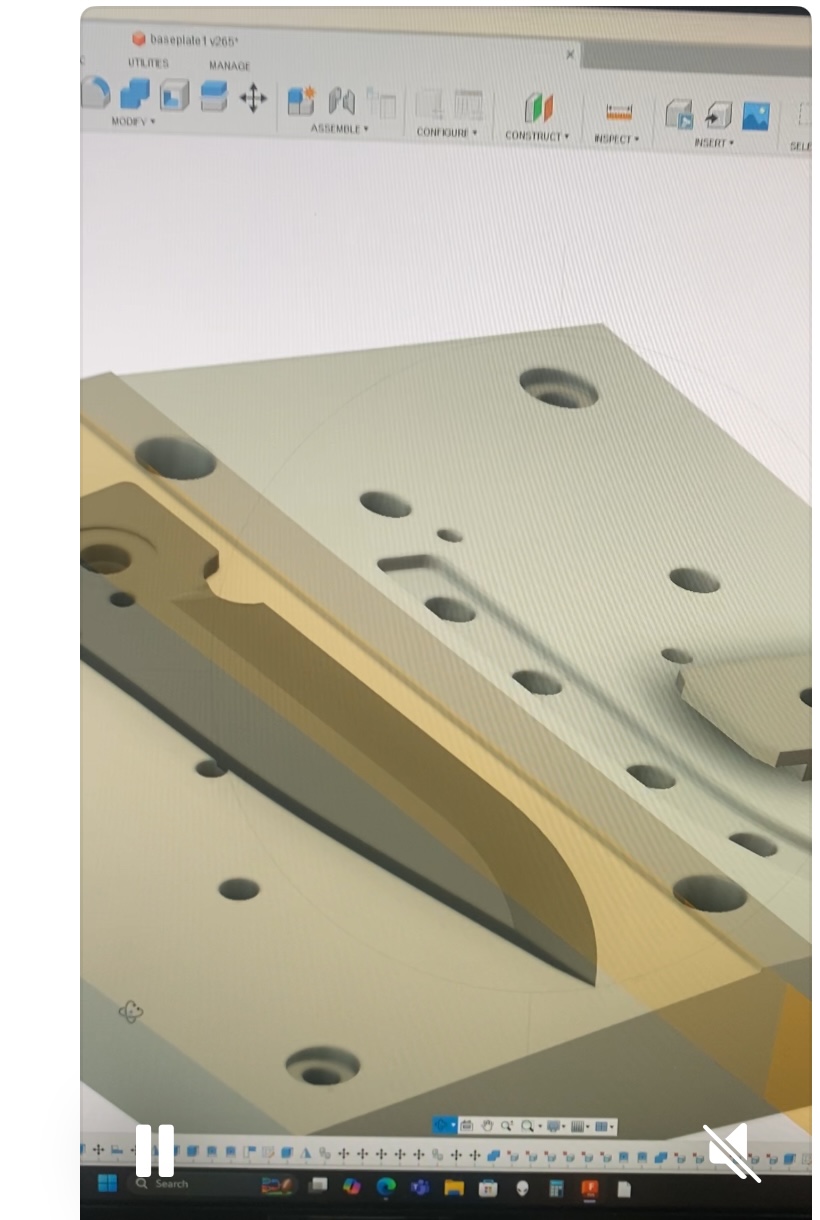
Fusion 360 and a 3-axis mill was used to design and make the grinding fixture used to grind the blade bevels inside of the Haas Mini Mill. This process took two weeks, as I do not have 5 axis capabilities, rotary, or a sine plate. The grinding fixture is designed to hold the blade bevels parallel with the table inside of the milling machine.
December 2024 I upgraded my coolant filtration to dual 20 micron filters in preparation of grinding blades.
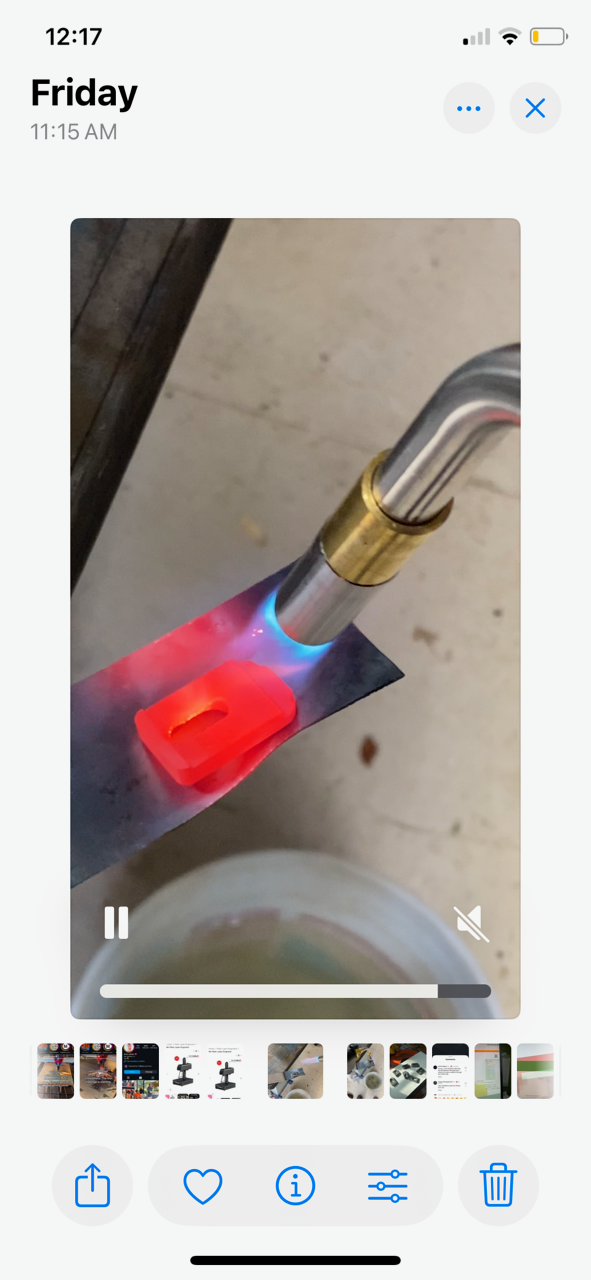
For the initial blades I decided to use CPM 154, as it is a steel I am familiar with and can easily heat treat in house.

The blade blanks were machined, and then surface ground to the correct thickness.

After machining Blade blanks are ground to the thickness .130" before grinding inside of the mill.

Homemade clamps were machined to attach the blades to the grinding fixture.
The month of January is ending with no knives to show, and the bearings almost completely out of stock, as I have not given any time to making them. I hope, this new blade grinding process should greatly improve my knife making.